
Gyártó Cellák



Az Excel Csepel Kft. az elmúlt évek folyamán a BPW Hungary Kft. megrendelésére tengelycsonk és kerékagy gyártó cellákat helyezett üzembe szombathelyi telephelyén.
A tengelycsonk cella

Kamion futóművek tengelyvégei, un. tengelycsonkok tompahegesztéssel kerülnek gyártásra, de ezt megelőzően a csepeli gyártócellákon történik a forgácsolásuk. A gyártástechnológiai igényeknek megfelelően került kialakításra az a 4 gyártócella, amely az elmúlt évek folyamán 2-2,5 műszakban folyamatosan gyártja a tengelycsonkokat. A cella kialakításnál elsődleges szempont volt, hogy a munkadarab végelést követően szinte teljes körűen kerüljön forgácsolásra egy megmunkálóközpontban tartva a kitűzött ciklusidőt. A vevői igények teljesítése érdekében a gyártócella 2-3 opciókkal kiegészített esztergagépet, valamint egy horizontális megmunkálóközpontot tartalmaz, amelyeknek kiszolgálása felsőpályás manipulátorral történik, biztosítva a felületszegény gyártás feltételeit. A forgácstechnológiai igények kapcsán az esztergagépek rendelkeznek hajtott szerszámokkal, speciális szegnyereg kialakítással és a felületsimító görgőző műveleteket is elvégzik. A megmunkálóközpont szintén megmunkálási igényeknek megfelelően került kialakításra, egy speciális készülékkel.
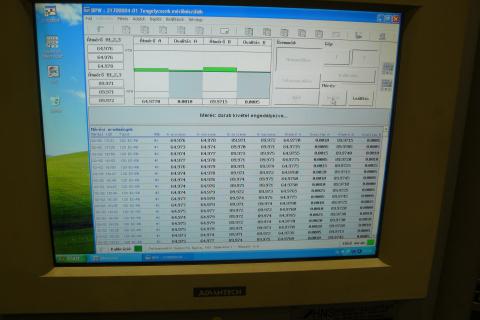
A folyamatos minőségbiztosítás érdekében a cellába beépítésre került egy munkadarab mérő egység (HNS Kft.) amely az összes munkadarab csapágyhelyeit két síkban körbeforgatva méri a megvalósult csapágyhely átmérők tűrését (maximális tűréstartomány: 0,016 és 0,019mm). A mérési eredmény visszacsatolásra kerül az adott megmunkálógéphez, mielőtt csapágyhelyek simítása megtörténik. Így folyamatosan tartható középértéken a tűréstartomány 1/3 rész. A mérési eredmény folyamatosan kijelzésre kerül.
Kerékagy gyártócella

A BPW Hungary Kft. telephelyén 3 db kerékagy gyártócella működik, aminek kialakítása elviekben megegyezik a tengelycsonk cellákéval, azza la jelentős eltéréssel, hogy az alapgépek, esztergák specifikációja különböző. Két darab szánrendszerrel rendelkeznek a gépek, a főorsó és az ellenorsóban levő munkadarab egyidőben kerül megmunkálásra, két operáció - technológiai felfogás és a forgácsolási ciklus végével az ellenorsóban megmunkált munkadarab automatikusan kerül áthelyezésre a főorsóban.
Szeparátorcső gyártó cella
A gyártócella érdekessége, hogy a felsőpályás manipulátor a beadagoló pályáról tájolt pozícióban veszi fel, illetve helyezi az adott megmunkálógépbe a munkadarabot. Az esztergagépben a munkadarab átfordítását is a felsőpályás manipuláló egység végzi, így egy gépben kerül elvégzésre az összes esztergálási és furatozási művelet. A gyártócella 4. megmunkálógépe speciális fúrómű, amely végig esztergálja függőleges pozícióban munkadarab felső átmérőjét.
Az eddig ismertetett cella megmunkálógépei rendelkeznek saját vezérőberendezéssel, és ezek működését irányítja egy Fanuc mate vezérlőberendezés, így gyakorlatilag a cella működése ISO kódban programozható egyszerűsítve az üzemeltető munkáját.
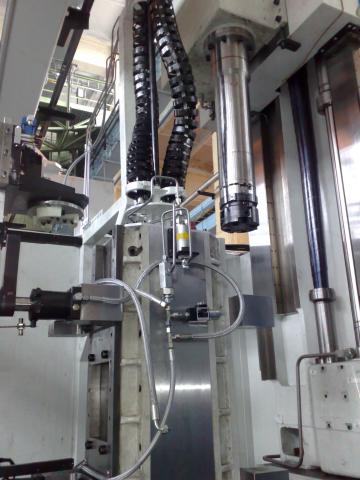



Eszterga cella
Az alábbi eszterga hordozza a felsőpályás manipulátorrendszert a mellételepített be-ki adagoló pályával együtt. A manipuláló egység két tengelye, valamint a be-ki adagoló pálya keresztirányú mozgásának vezérlése az eszterga gép Fanuc vezérlésében van integrálva. Ez a kialakítás gyakorlatilag lehetővé teszi, hogy egy gépkezelő több önálló esztergacellát üzemeltethessen, valamint műszak vége kiterjeszthető az előkészített munkadarabok megmunkálásának idejével.



