
Turbinalapát megmunkálás
Alapgép
A gép egy kovácsolt előgyártmányból turbinalapát marószerszámmal történő kialakítására alkalmas. Ez a folyamat úgy zajlik le, hogy a munkadarabot a főorsóra szerelt tokmányba fogjuk és szabályozott hajtáson keresztül megforgatjuk. A másik vég megtámasztására egy segédcsap szolgál, amit a szegnyeregre szerelt tokmánnyal fogunk meg.
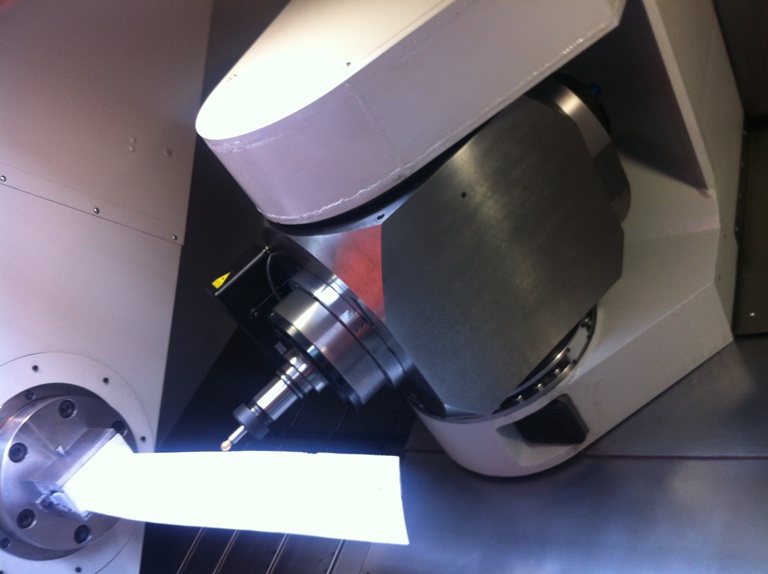
A marószerszámot egy CYTEC marófej főorsójába fogjuk, amelynek a fordulatszáma a szerszám átmérőjének megfelelően fokozatmentesen szabályozható. Az elérhető max. fordulatszám 18 000 1/min. A villák közé elhelyezett főorsó +/- 110 fokos billentését a villákba épitett nagynyomatékú szervomotorok végzik.
A marófejet egy háromtengelyes szánrendszerre szereljük. Az egyes szánok mozgatását golyósorsók segitségével szervomotorok biztosítják a megmunkáláshoz szükséges pontosságnak megfelelően. A szánok kapcsolódása az ágyhoz illetve egymáshoz csúszó box vezetékeken keresztül történik, amelyek a szánvezetékrendszer megfelelő merevségét biztosítják.
A gép automatikus működését egy 40 férőhelyes szerszámtár és cserélő segíti.
A gépet egy teljes munkatér burkolat takarja, ami egy páraelszívóval van ellátva. Az erősáramú villamos szekrény a gépágyra van építve. Ez tartalmazza a géphez szükséges kapcsolóelemeket, a fő- és mellékmotorok tápegységét és hajtásszabályozóját, valamint a CNC vezérlő központi egységét. A gép kezelőelemei egy függőpultban kerülnek elhelyezésre, itt található ezenkívül a CNC kijelzője, MDI egysége, valamint a kihelyezett gépi kezelőpult is.
Az erősáramú vezérlőszekrény klimatizált, kétkörös hűtővel rendelkezik. A gép egyes elemeinek a működtetése hidraulikával történik, az ehhez szükséges energiát egy hidraulikus tápegység biztosítja, ami szintén a gépágyra van szerelve.
Miért célszerű „B” fejes esztergagépet használni:
- bonyolult alkatrészeknél elkerülhetők illetve csökkenthetők a bázisváltásokból eredő hibák
- ha a munkadarabot gömbnek tekintjük - egy megfogással 2/3-a megmunkálható
- kevesebb megfogás – kevesebb befogási hiba
- bonyolult felületek, áramlástechnikai felületek megmunkálása ideális forgácsolási lehetőséggel /a szerszám dönthető – nincs „0” vágósebesség/
- 5 tengelyes megmunkálás, esztergálási feladatokkal kombinálva
- Szkenner (+ megfelelő számítástechnikai háttér) használatával lehetőség van meghibásodott alkatrészek gyors után gyártására – dokumentáció /és-vagy testmodell/ hiánya esetén is!
- Egyszerű G kódos programozás koordináta transzformációval.






